






Die auslösende Größe für die Produktion ist der Bedarf.
Dieser Begriff in diesem Zusammenhang bedarf der Präzision. Korrekt ist, dass der Bedarf hinsichtlich Artikel, Termin, Menge und Qualität vom Kunden bestimmt wird. Aus diesem Kundenwunsch leiten sich die Anforderungen an die Produktion ab. Der Termin ist dabei ein bestimmendes Teil. Auch wenn der Kunde einen bestimmten Termin vorgibt, so ist er für ihn mit einer gewissen Unsicherheit verbunden, denn dieser Termin kann durch andere Einflüsse obsolet sein, als einfaches Beispiel, durch eine Änderung in seiner Produktion.
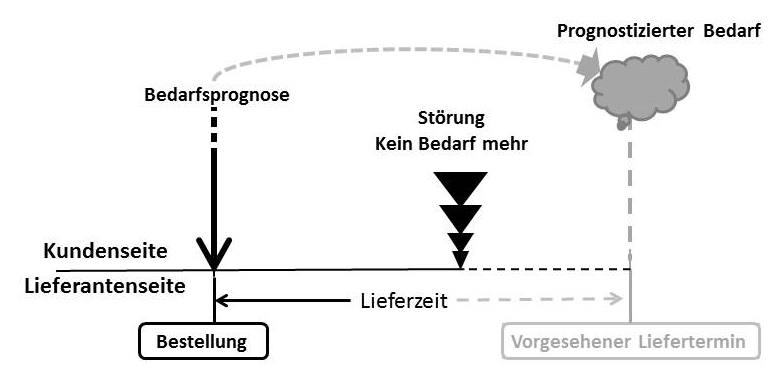 Abb.1:Der Kundenwunsch und die Lieferzeit
Abb.1:Der Kundenwunsch und die Lieferzeit
Eine Terminvorgabe, die nicht auf “sofort” lautet, ist immer durch die Lieferzeit, also die Liefermöglichkeit und Zuverlässigkeit des Lieferanten verursacht.
Für den Betrieb folgert daraus, dass die Lieferzeit, unter Beachtung der wirtschaftlichen Randbedingungen reduziert werden soll, um dem Wunsch des Kunden entgegenzukommen und die Wettbewerbsfähigkeit zu erhöhen.
Die Lieferung kann nur bei einem entsprechenden Lagerbestand kurzfristig bedient werden, aber auch dann ist eine gewisse Lieferzeit erforderlich. Diese Frist ergibt sich aus der Abwicklung des Auslagerungsvorganges, also Bestimmung des Lagerplatzes, Transport zum Versand einschließlich Wartezeit auf das Transportmittel usw. Hinzu kommt, dass ein Lagerbestand mit erheblichen Kosten verbunden ist, die sich nicht nur aus Kapitaldienst und Lagerkosten ergeben, sondern zusätzlich noch Verluste durch nicht mehr absetzbare Artikel, sei es durch Verbesserungen des Produktes oder Überlagerung, bringen. Man strebt also an, den Lagerbestand so gering wie noch mit den Lieferzielen vertretbar zu halten.
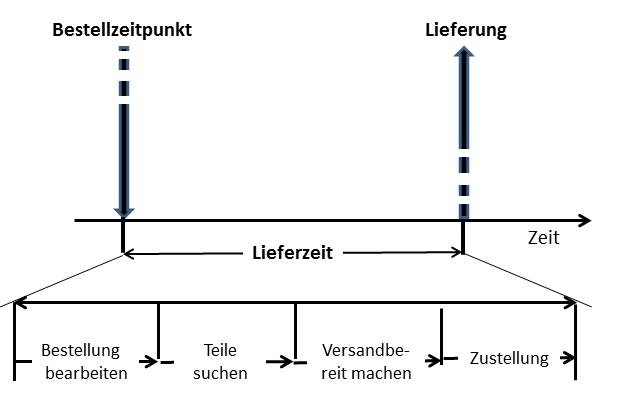
Abb.2: Lieferzeit bei der Lieferung ab Lager
Häufig wird in modernen Produktionsbetrieben angeblich erst produziert, wenn der Auftrag vorliegt, aber das ist nicht korrekt. Es müssen nämlich auch dann Teile bereits fertig sein, die eine zu lange Fertigungsdauer haben. Bei einem Verbrennungsmotor z.B. müssen die Gussteile gegossen werden und auskühlen bevor sie bearbeitet werden.
Der Bedarf, der die Produktion auslöst, ist also zum Zeitpunkt der Produktion meist nicht bekannt und muss prognostiziert werden. Zur Prognose gibt es mehrere Verfahren, die u.a. im Methodenteil des „Handbuch Produktion“ beschrieben sind.

Abb.3: Qualität des Prognoseverfahrens
Zusätzlich kann noch ein möglicher Bedarf definiert werden, der zur Auslastung der Fertigung auf Lager produziert werden kann, der manchmal als „Soll“ bezeichnet wird. Diese Methode ist aber aus der Mode gekommen, weil man im Gegensatz zu früher nicht nur die Lagerkosten zur Beurteilung der Wirtschaftlichkeit heranzieht, sondern auch die Nebenkosten, wie veraltete Teile, Verzögerung bei der Einführung moderner Konstruktionen oder Fertigungsverfahren und nicht zuletzt auch die verspätete Fehlererkennung. Kurz gesagt, es ist mit einer am Toyota Produktionssystem ausgerichteten Fertigungsorganisation nicht vereinbar. Da solche rigorosen Ansichten in der Praxis aber nicht immer optimal sind, zum Beispiel, weil die festen Fertigungskosten erheblich über den variablen Kosten liegen, kann es sinnvoll sein, dieses Verfahren zu nutzen.
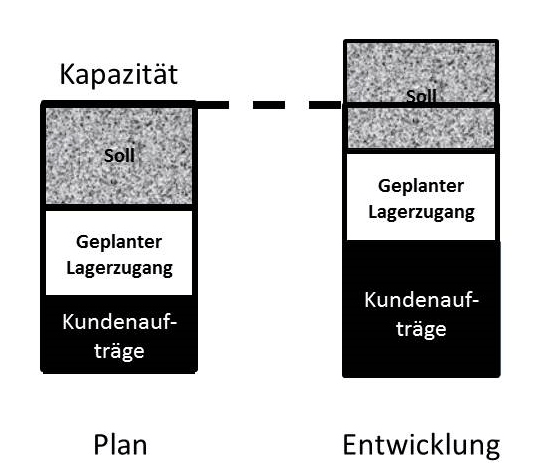
Abb.4: Der Produktionsplan und die Wirklichkeit
Wichtig ist dann, zu beachten, dass diesem „Soll“ kein echter Bedarf zugrunde liegt. Deswegen ist die Erfüllung der aus diesem Bedarf resultierenden Aufträge nachrangig. Er sollte nur als Orientierungshilfe dienen, wenn die Fertigung ausgelastet werden soll. Wenn man diese Prämissen nicht zum Bewusstsein der Fertigung und manchmal auch der Fertigungsplanung bringt, kann diese Verfahren unsinnige Ergebnisse bringen, zum Beispiel wenn die Kundenaufträge die Prognose überschreiten und die Kapazität für das „Soll“ nicht ausreicht, den Transfer dieser Auftragsmengen als „Rückstand“ auf den Folgemonat überträgt.
Dieser Auftragsbestand ist aber noch zu ergänzen um die Mengen, die bereits im Auftrag sind oder schon teilweise produziert werden, aber noch nicht fertig sind. Dazu sind Mengen zu berücksichtigen, die über einen geänderten Bedarf hinaus-gehen, also sich nachträglich als Mengen ohne tatsächlichen Bedarf herausstellen. Das gilt auch für andere Produkte, die die gleichen Ressourcen benötigen.
Vor der Verfügbarkeit von informationsverarbeitenden Systemen war dieser Abgleich ein Problem, das entweder nur grob gelöst wurde oder aufwendig durch Fortschrittszahlen in den einzelnen Fertigungsstufen. Die komplexe Fragestellung wird im Folgenden deutlich.
Abhängig von der dem Produktionssystem gestellten Aufgabe zur Erfüllung eines vorgegebenen Produktionsplans muss ermittelt werden, welche Mengen der abgebildeten Ressourcen erforderlich sind. Diese können in unterschiedlichen Zuständen sein. Das Material kann im Bestand vor der Fertigung oder an unterschiedlichen Stellen der Fertigung liegen. Maschinen, die zur Bearbeitung der Teile in der Produktion und der neu hinzukommenden Teile erforderlich sind, können beplant sein mit anderen Aufträgen und eingeschränkte Verfügbarkeit haben z.B. durch Wartung oder Schichtpläne.
Diese Betrachtung ist nicht nur für das Teil als Verkaufsprodukt erforderlich, sondern auch für die Teile, die als Zuführteile produziert oder beschafft werden bis hin zum kleinen Nippel. Das ganze Netzwerk ist nur sehr aufwendig abbildbar, zumal die Zusammenhänge nicht nur recht komplex sind, sondern auch durch Engpässe Terminverschiebungen erforderlich sein können, die wiederum auf die Ausgangstermine Einfluss haben können. Da unsere Betriebe aber auch schon vor der Einführung der Informationstechnik produziert haben, ist es prinzipiell beherrschbar.
Die Schwierigkeit ist nur heute, dass der Druck auf die Lieferfristen als Wettbewerbsfaktor dazu zwingt, diese Aufgaben so genau wie möglich zu lösen und das ist durch Informationssysteme wie ERP wesentlich verbessert.
Das klassische System hat zuerst den Materialnachschub gesichert, indem es für Hausaufträge geschätzte Durchlaufzeiten annahm, und anschließend die Terminplanung durchgeführt, ohne die Durchlaufzeiten infrage zu stellen. Damit wurde bei Terminänderungen keine Rückmeldung erzwungen, wenn der ganze Auftrag verzögert ist.
Dieser Bruch in der logistischen Kette ist heute nicht mehr tragbar. Ziel ist es, ein gesamtheitliches Netzwerk aufzubauen, in dem sowohl die Materialversorgung als auch die Kapazitätsauslastung zusammenhängend dargestellt werden.
Der unter diesen Prämissen (Kundenaufträge und Prognose) ermittelte Primärbedarf wird mit dem eventuellen Lagerbestand abgeglichen und bildet dann den Produktionsplan. Eventuell ist noch eine grobe Prüfung der Kapazität sinnvoll, mit entsprechenden Kennzahlen oder Kapazitätsangaben auf Produktebene oder Werkstattebene.
Daneben sind noch Ressourcen erforderlich, die nicht abgebildet werden, aber dann eigentlich für alle anfallenden Arbeiten ausreichend verfügbar sein sollten.
Das eigentliche Problem der Produktionsplanung besteht darin, den zeitgenauen, optimierten Ressourcenbedarf zur Erfüllung der Produktionsaufgaben zu ermitteln. Das Ergebnis der Darstellung dieses Ressourcenbedarfs enthält also die terminliche und mengenmäßige Abstimmung zwischen den einzelnen einzusetzenden Ressourcen. Diese Aufgabe kann sinnvoll nur gelöst werden, wenn man die Produkte stufenweise auflöst und plant. Dieses gilt unbedingt, wenn man Mehrfachverwendung von Ressourcen für verschiedene Produkte nutzt. Diese Ressourcen können dabei sowohl Material (Baugruppen, Bauteile, Halbfabrikate oder Rohmaterial) als auch Kapazitäten sein.
Abhängig davon, ob die gegenseitige Abhängigkeit von Stellen oder Ressourcen betrachtet werden soll oder nicht, sind zur Ressourcenbedarfsplanung unterschiedlich aufwendige Modelle zu erstellen. Sie unterscheiden sich in der Genauigkeit der zeitlich kapazitiven Abbildung der Situation und der Genauigkeit der Abbildung der Beziehungen zwischen den einzelnen Ressourcenbedarfen. Neben den Algorithmen des PPS-Systems sind noch das Zeitraster und die Menge der abgebildeten Ressourcen bestimmend für diese Möglichkeiten.
Die Abstimmung des Modells mit den Anforderungen des Betriebes an die Genauigkeit zur Erreichung seiner Ziele, ist eine wesentliche Aufgabe bei der Auswahl und der Einführung eines ERP-Systems.
manufactus GmbH in Kooperation mit Helmuth Gienke
Alle bisher erschienenen Beiträge finden Sie hier.